










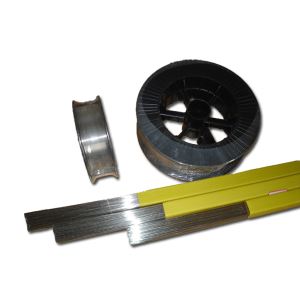
Rozsdamentes fluxusmaghuzal
Szabvány: AWS A5.9
Karakter: duplex rozsdamentes acél
Korrózióálló
M . o . Q: 1ton
OEM/ODM: Igen, elérhető .
Termékek leírása
AWS A5 . 9/ASME SFA 5 . 9 A fogyóeszközök, például huzal, elektródák és rudak specifikációja a rozsdamentes és a hőálló acélok ívhegesztésére íves hegesztéshez, és az ER2209 duplex osztályú rozsdamentes-kondicionáló hegesztése az Austenit és a Ferrite Micropture Duplex osztályú, a SAK-kondicionálék egyensúlyát adja, és a Ferrite Micropture-t tartalmazza. 22% CR -t és 8% NI -t tartalmaz, hogy nagy szilárdságot, kiváló rugalmasságot és korrózióállóságot kínáljon, a MIG, a duplex rozsdamentes acélok 2205 (SS31803 és SS32205) MIG -hegesztési anyagát. Széles körben használták a pipák és a lemezhegesztéshez a tengeri, olaj- és gáz-, kémiai folyamatok és más iparágak területén, ahol korrózióállóságra és magas hőmérsékletre van szükségük.
Termékjellemzők

- Duplex rozsdamentes acél:Austenit-ferritikus duplex rozsdamentes acélból készül, biztosítva a nagy szakítószilárdságot .
- Korrózióálló:Kiváló ellenállást kínál a stressz -korrózióval, a repedéssel és a . pontokkal szemben
- Sokoldalú hegesztés:Kifejezetten a 22% CR duplex rozsdamentes acél alapanyagokhoz való csatlakozásra tervezték, különösen 2205.
- Hőmérsékleti tartomány:Széles hőmérsékleti tartományra alkalmas, kriogén szintektől 300 fokig .
- Ipari alkalmazások:Széles körben használják a petrolkémiai, tengeri, savasgáz és kémiai szállítási ágazatokban .
Kémiai összetétel (tipikus értékek)
| C | CR | ni | MO | MN | SI | P | S | N |
| 0.013 | 22.7 | 8.7 | 3.2 | 1.75 | 0.41 | 0.015 | 0.002 | 0.17 |
Mechanikai tulajdonságok
| Szakítószilárdság | Hozamszilárdság | Meghosszabbítás | Ütközési szilárdság |
| Az 550 MPa -nál nagyobb vagy egyenlő | Nagyobb vagy egyenlő 450 MPa | 20% -nál nagyobb vagy egyenlő | 50 J -nél nagyobb vagy egyenlő |
Hogyan kell használni
- Hegesztési folyamatparaméterek
| Hegesztési gyöngy neve | Hegesztési módszerek | Hegesztési anyagok | Hegesztési áram/a | Hegesztési feszültség/V | Hegesztési sebesség/cm · min -1 | Elülső gázáram/L · min -1 | Visszagázáram/L · min -1 | Hegesztés hőbevitel/kJ · mm -1 | |
| Márka | Specifikáció/mm | ||||||||
| Gyökérhegesztés | GTAW | ER2209 | 2.5 | 107-108 | 10-11 | 7-8 | 11 | 20 | 0.89-0.91 |
| töltő | GTAW | ER2209 | 2.5 | 102~103 | 10~11 | 7~8 | 11 | 15 | 0.84-0.85 |
- Főbb lépések:
1. Pre-hegesztési kezelés: Távolítsa el az olajat és a rozsdát az alapanyag és a hegesztési huzal felületéről, és őrölje meg a horony fémes csillogását .
2. Előmelegítés: Ha az alapanyag vastagsága nagyobb vagy egyenlő, mint 10 mm, akkor a 150-300 fok csökkentése érdekében a hideg repedések kockázatának csökkentése érdekében .
3. Interlayer Control: A többrétegű hegesztésnek a réteg hőmérsékletét kevesebb vagy 150 fokos szabályozásnak kell ellenőriznie, hogy elkerülje a túlzott ferritet .
4. Környezeti követelmények: A szélsebesség kevesebb vagy egyenlő 1 . 0m/s, a pórusok megakadályozása érdekében 60% -nál kisebb vagy 60% -kal.
Alkalmazási terület
| Ipar | Tipikus alkalmazás forgatókönyvei | Megfelelő szülői anyag példák |
|---|---|---|
| Petrolkémiai ipar | Savas közepes csővezetékek, tárolótartályok, hőcserélők | SAF2205, S31803 |
| Tengeri tervezés | Tengervíz -sótalanító berendezések, platformszerkezetek, olajvezetékek | UNS31803,022Cr22NI5MO3N |
| Hajógyártás | Nyomáskabinok, tolóerők konzoljai | S32205, SAF2304 |
| Energia- és környezetvédelem | Füstgáz -desulfurizáló berendezések, atomerőműhöz hűtő rendszerek | 2205 duplex acél |
| Speciális mezők | Magas Cl⁻ környezeti berendezések, LNG tartálybélés | Casting duplex ötvözet |
Jegyzet
- Tárolás:Tárolja lezárt, szellőztetett és száraz helyen, kerülje az érintkezést savval, lúgkal és olajjal, és tartsa távol a portól a kicsomagolás után .
- Folyamat -ellenőrzés:Mivel a hegesztési energia közvetlenül befolyásolja a teljesítményt (például a ferrit tartalmat), a hivatalos hegesztés előtt a folyamat értékelése szükséges a . hivatalos hegesztés előtt
- Kompatibilitás:Csak a duplex acél illesztéséhez (például 2205) ajánlott, és kerülje el a keverést austenitikus vagy martenzitikus acélral .
- Biztonsági védelem:Viseljen gázmaszkot hegesztés közben, hogy megakadályozza a fém füstök, például a CR és a Ni . belégzését.
GYIK
K: Használható -e az ER2209 rozsdamentes fluxusmaghuzal a szokásos rozsdamentes acél hegesztésére (például 304)?
V: Nem ajánlott . Az ER2209 -et duplex acélhoz tervezték, és kompozíciója meglehetősen különbözik a 304 -től, ami hegesztési britséget okozhat .
K: Befolyásolja -e az árnyékológáz megválasztása a korrózióállóságot?
V: Igen . AR+O₂ vegyes gáz javíthatja az ív stabilitását, míg az AR+N₂ növelheti a hegesztés nitrogéntartalmát, és tovább javíthatja a pontos ellenállásot
K: Hegítés után szükséges -e hőkezelés?
V: Általában nem ., ha az alapanyag nitrogéntartalma alacsony (például kb.
Hogyan kell megrendelni
| Típus: | ER2209 TIG | ER2209 MIG | Vastag lemezhegesztés |
| Anyag: | rozsdamentes acél hegesztőhuzal | rozsdamentes acél hegesztőhuzal | rozsdamentes acél hegesztőhuzal |
| Méret: | Átmérő: 1,0 mm -5.0 m | Átmérő: 0,6 mm -1.2 mm | Átmérő (mm): 4.0-5.0 |
| Torelance: | (-0.04/-0.01) mm | (-0.04/-0.01) mm | (-0.04/-0.01) mm |
| Csomagolás: | 5 kg/műanyag cső, 20 kg/karton | 5/15 kg/orsó 1Spool/Carton | |
| M.O.Q: | 1ton | 1 tonna | 1 tonna |
Termék trendjei
A fluxusokkal borított hegesztési huzal (például az ER2209 FC) fokozatosan népszerűvé válik . Letétkezelési hatékonysága 30% -kal magasabb, mint
Népszerű tags: Rozsdamentes fluxus maghuzal, Kína, gyártók, beszállítók, gyár, társaság, nagykereskedelem, kedvezmény, vásárlás, alacsony ár, kiváló minőségű, termékek
Egy pár
Rozsdamentes acél hegesztéseKövetkező
TIG -hegesztőhuzalAkár ez is tetszhet





A szálláslekérdezés elküldése